製品事例一覧
-
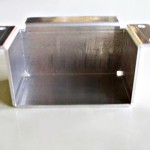
薄板アルミのホッパー
従来、薄板のアルミでホッパーを製作するのは、溶接構造の場合、溶け落ちてしまい、加工が困難でした。
ファイバーレーザ溶接を用いて加工条件を最適化することで、薄板でありながら隙間のないホッパーを実現しました。 -
精密板金加工で作るギヤ

精密板金加工でギヤを作ることができます。
平歯車を基本形状として、肉抜きや曲げ加工を加えることも可能です。
レーザで切断加工するため、切断面の面粗度が切削加工で作ったギヤのようになめらかにはなりません。そのため、低速回転で使うギヤに向いています。
ギヤの径を大きくしたい場合、切削部品では非常に高価になりますが、精密板金加工であれば、大きな径でも、安価に軽く作ることが出来ます。
大きなギヤを分割して作ることも出来ます。 -
銅板のスポット溶接加工

無酸素銅C1020の板材をスポット溶接加工することが可能です。
無酸素銅は、電気や熱の伝導性が良く、絞り加工に優れ、溶接性・耐食性・耐候性が良い材料です。
熱伝導性が高いため溶接に適さず、鋼と比べて熱ひずみも大きい材料ですが、スポット溶接であれば、熱ひずみの影響を抑えながら、2枚の板材を接合することができます。
-
ステンレスのエンボス鋼板を積層したテーラードブランク材料の曲げ加工

SUS304,t1のエンボス鋼板と、SUS304,t1の冷間圧延鋼板を溶接で積層して一体化させたテーラードブランクの材料を作り、曲げ加工をしている。
-
精密板金加工のバーリングと活用事例

精密板金加工の場合、材料の板厚が1 mmから3 mm程度の薄板部品が多い。
一般的にねじの締結力を確保するためには、タップは3山以上にする必要がある。
例えばM3並目ねじの場合、ねじピッチは0.5 mmであるから、ねじピッチ0.5 mm×3山=1.5 mm以上の板厚が必要となる。
1.5 mm以上の材料を選択した場合は直タップで良いが、ねじ山を確保するためだけに、1 mmの板厚の部品を1.5 mmに厚くしてしまっては、部品重量の増加や材料費が増えて無駄が生じてしまう。 -
スタイリッシュデザインの名刺受け、貴名受けとして展示会や受付に最適

名刺受けです。
展示会での名刺受けの設置用に作成しました。
そのほかにも、会社の玄関等に設置する等、使い方はいろいろです。 -
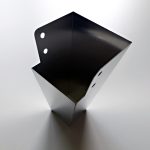
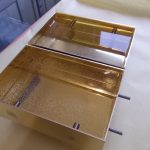
脱水素装置(触媒反応器)
脱水素装置内部の平チューブを作りたい。
現在抱えている業者ではロウ付けで加工した際に、
歪がすごく、割れ等も発生し使用することができなかった。また、ステンレスの為、重い。軽くしたい。
-
R形状 タブレット対応キオスク端末筐体

大きなカーブを取り入れた存在感のあるデザインを精密板金の技術で表現しました。
レーザ溶接を取り入れて部品を一体化したアルミ製の軽量ボディは、
デスクに置いたり、壁に掛けたり、使う人を最優先に考えた自由なレイアウトを可能にしました。 -
カラー鋼板、塗装鋼板の曲げ加工

カラー鋼板(カラーこうはん)とは、鋼板の表面に塗装をしてある物で
色やその他の機能を付加した鋼材二次製品の一種です。
加工前の材料段階であらかじめ塗装された材料です。
この材料は、企画などの公の場面では「塗装鋼板」と呼称することもありますが、
一般的には商品の性質をイメージしやすいカラー鋼板と呼ばれることが大半です。 -
リベット カラー鋼板、塗装鋼板の部品接合、締結

カラー鋼板または塗装鋼板と呼ばれる鋼板は、
加工前の材料の段階において塗装を施した材料をさします。
材料段階で塗装がされているため、
キズや加工中の熱により焦げやドロスといった加工難易度が上がりますが、
加工後に塗装に出す必要がないため、
処理に出す手間が省けリードタイムが短縮できることがメリットです。材料段階で塗装がしてあるため、溶接ができないことがデメリットで、
部品をくっつけるためにはネジやリベットを用いた部品の締結が必要になります。 -
気密性が必要な溶接部品の加工
一般的に、溶接の気密性が必要な部品には、TIGの肉盛り溶接やMAG溶接をおこないますが、薄板材料を用いる精密板金の場合、熱ひずみによる変形が発生してしまいます。弊社では、ファイバーレーザ溶接により、t1程度の薄板材料でも熱ひずみによる変形を抑えながら気密性のある溶接が可能になりました。合わせて、気密性溶接の保証方法として水張り試験をおこなってから出荷することが可能です。
-
小ロットでもコストメリットがある精密板金ケース

数個から数百個の小ロットのケースを製作する際、樹脂加工品で製作していた。樹脂成形加工・樹脂切削加工・金属切削加工・プレス加工・精密板金加工など、数ある製造方法の中から、コストメリットがある加工法について選択を迷ってしまう。
-
レーザ加工機による精密板金の穴あけ加工

レーザ加工機により板厚未満の径で穴をあけた場合、仕上がりの形状が円形にならない。また、穴の周囲に溶けた材料(ドロス)が付着してしまう。
-
精密板金の曲げ加工における曲げ逃げの影響

精密板金部品を展開図にした際、曲げ線が板端面より内側になる形状の場合、曲げ逃げがないと曲げ部両端の材料がちぎれながら曲がる結果となる。これを無理曲げと呼ぶ。
無理曲げは、曲げ加工の際に曲がるまいとする板の抵抗力によって、金型から板が滑り、曲げ寸法の狙い値とのずれが生じる。
そのため、曲げ寸法の狙い値からのずれを補正するための工程や、手直しをする時間が増えてしまう。
同様の理由から、曲げ角度のばらつきも大きくなり、精度の向上が見込めない。
曲げ加工の余分にかかる時間がコストアップにつながってしまう。 -
QCDを御社の社内にてご提案
御社にて小規模な出張展示会を行います。
また、現地にて精密板金加工についてのご相談をお受けします。 -
専用金型を使わずに折り紙のように金属を曲げて作った鶴

金属を折紙のように折り曲げる精密板金加工で鶴を作ってみました。
頭や羽などのパーツを作り、最小限の溶接で組み立てました。
-
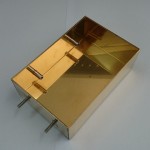
エンボス鋼板を使った食品計測機器向けホッパーの加工

食品の計測機器に使われるホッパーの試作品です。
ホッパーの角度や距離等で物の流動を調整できます。
ステンレスを使用することにより耐食性に優れているため、
食品に使用されることが多いです。 -
カラー鋼板、塗装鋼板によるリードタイム短縮

在庫を少なくし、極力受注生産での対応にしていきたいと思っている。
その為、通常の鈑金加工において、リードタイム短縮をお願いしたい。 -
【リードタイム短縮】カラー鋼板、塗装鋼板の曲げ加工
塗装を施した材料の曲げ加工です。
材料段階で塗装まで施された物をカラー鋼板、塗装鋼板と呼びます。
-
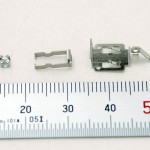
精密板金で作る「動物クリップ」「ブックマーク」

動物の形をしたクリップです。
本に挟む「しおり」としても使えます。 -
精密板金加工、新規品における納期短縮方法
精密板金加工での平均的なリードタイムは10日としています。
但し、表面への塗装やメッキ等の処理が入ると13日以上かかることもあります。
さらに新規品については設計段階でのお打合せ、展開データ作成等に大幅に時間が取られます。
新規時の打合せ納期を短縮したいというご要望がありました。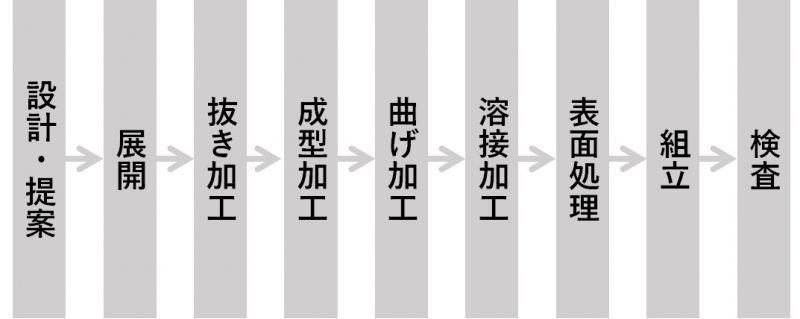
-
精密板金曲げ加工で発生する穴変形の防止

曲げ加工をする際、曲げ部に近い穴は材料の伸びによって変形してしまう。穴が変形しないように、曲げの近くにあけないようにしていた。どうしても曲げの近くに穴をあけたい場合は、曲げ加工した後に切削加工で穴をあけていたが、工程が増えてコストアップになっていた。
-
スポット溶接を応用した金属と樹脂の異種材料接合

樹脂材料と金属を接合したい。
現在は接着剤での接合をしていたが、屋外の使用により経年劣化が心配である。 -
フレーム・筐体・カバー。試作から量産。設計からアセンブリまで!!

大型板金・精密板金・架台枠組・筐体・キャビネット・フレームなど、
試作から量産まで加工します。
また、お客様の要望に合わせ、制御盤、防水、防塵、耐圧などの
特殊仕様の筐体設計・製作まで致します。
技術相談、お困りごとが御座いましたら解決策をご提案いたします。是非お気軽にご相談ください。
-
イメージから板金設計して試作から量産へ-オリジナル筐体カバーの製造

お客様のニーズに合わせた各種筐体を設計・製作いたします。
試作品・サンプル・小ロット製作・量産が可能です。
公共機関、医療介護、半導体装置、測定装置、IT機器、ゲーム機器等の
製作を板金組立、塗装まで含めて
一貫製作しておりますので、幅広く対応できます。お伝え頂いた商品イメージから、筐体デザイン・図面のご提案をさせて頂きます。
3D-CADを利用し、立体的な図面でよりイメージを具体化させていきます。
目的に合った材質や筐体自体の強度も打合せさせていただきます。まずはご相談ください。
-
X線装置 真鍮カバー 曲げと隙間のない溶接
非破壊検査用X線発生装置カバーのサンプル加工です。
-
大物製缶品に最適なファイバーレーザ溶接による裏波溶接

大物の製缶品に最適!従来、高い技能が必要なTIG溶接による裏波溶接で組み立てていた製缶品に最新技術のファイバーレーザ溶接を導入し、ひずみが少なく気密性の高い高品位な溶接を実現しました。この技術を使って、全長1600mmの防油堤を製作しました。
-
ファイバーレーザ溶接による厚板ステンレスの裏波溶接

レーザ溶接とは、レーザ光を熱源として金属に集光させた状態で照射し、金属を局部的に溶融・凝固させることにより接合します。しかし厚板の場合、レーザ光を吸収しきれず表面での接合に終わることが多い。そのため、これまでは機密性や強度が必要とされる箇所への溶接は避けられてきた。
-
レーザ切断とターレットパンチプレスによる複合精密板金ブランク加工

ブランク加工は、精密板金加工において一番最初に行われる加工工程です。
図面を基に、CADを使い立体形状を平面に展開、
CAMを使いレーザの動き方、どのパンチを使うかを割り付け、NCデータを作成します。
NCデータから材料の切断、穴あけの加工を行います。
また、加工機の中に汎用の絞り金型を入れることで同時に加工をしていきます。
写真の絞りはカウンターシンクになります。 -
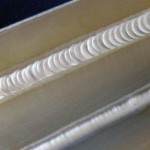
まるでどこを溶接したか分からないファイバーレーザ溶接

ファイバーレーザの特徴として光ファイバーから出射されるレーザは集光しやすく、
高パワー、高密度の優れたビーム品質があげられる。
この性質を利用し、パルスではなくシングルモードで照射することにより、
材料と材料のつなぎ目が見た目では曲げたような加工に見え、どこで溶接をしたのかが分からないような
高品質な溶接ができる。
また、高品質な溶接のため、溶接個所の仕上げが必要なくファイバーレーザで溶接をしっぱなしの加工でよいため、
工程の短縮も可能。 -
切削加工部品の板金化-材料の無駄を無くしコストと環境に優しい課題解決事例

マシニング加工によりブロックからの削りだしで装置の架台を制作している。
ブロックからの削りだしのため材料の歩留まりが悪く、段取りに多くの時間がとられているようでリードタイムが長い。
そのため、納期が守られず、コストが割高のため、板金化により、
材料の無駄を無くし、リードタイムを短くしたい。 -
同心度を実現した超高精度曲げ加工

超高精度のコイニングとよばれる圧力のかけ方で曲げ加工を行うことにより
ガタが無くスムーズに軸が入ります。 -
テーラードブランク・テーラードベンドによる解決事例

フレーム(骨組み)の外観面を覆うカバー。
これまでの加工方法は切削加工により板厚を調整していた。
コストが割高になり、加工方法そのものを見直したいと要望があった。 -
ファイバレーザ溶接を用いたアルミの高品位な精密板金の溶接筐体

装置全体の重量を軽くするために、アルミ製のケースをご提案。ケースの材質をアルミにすることで、ケース内部の放熱性が良くなります。
アルミの溶接は難易度が高く通常はコストアップとなりますが、ファイバーレーザ溶接構造とすることでリーズナブルな価格で提供が出来ます。 -
精密板金技術によるハイブリッド工法!! 積層精密板金化によるダイナミックなコストダウンや軽量化のご提案

機械加工部品や金型費を含めたダイカスト部品のコストダウンへの課題。
-
切削加工と精密板金の融合ーハイブリット精密板金

切削加工にてブロックの削り出しを行っており、肉厚が薄い箇所に対しても切削加工の為、材料、加工工数共に、多くのムダが有る為、板金化の依頼があった。
-
ターミナル

超微細精密板金です。
人間が材料を手に持ってしまうと体温が材料に伝わり金属が伸び縮みする為、高い精度が出ません。
その為、設備装置の中で抜き加工から曲げ加工まで行い製品にします。
また加工方法も専用金型を使用することなく、汎用の抜き金型を組み合わせる事により中量産で力を発揮します。
±10μmを実現した超微細板金です。 -
アースプレート

超微細精密板金です。
人間が材料を手に持ってしまうと体温が材料に伝わり金属が伸び縮みする為、高い精度が出ません。
その為、設備装置の中で抜き加工から曲げ加工まで行い製品にします。
また加工方法も専用金型を使用することなく、汎用の抜き金型を組み合わせる事により中量産で力を発揮します。
±10μmを実現した超微細板金です。 -
アルミの溶接
アルミの溶接です。
国家資格を持った溶接職人による溶接加工です。
綺麗なビードでの溶接が可能です。 -
アルミの溶接をレーザ加工

反射率が高いアルミの溶接をレーザで溶接をしています。
ファイバーレーザを用いて、裏波を出し、水が漏れない溶接加工です。
ロボットでの溶接加工の為、繰り返し精度が高く安定した品質でご提供できます。
また、歪修正がいらず綺麗なビードでの溶接の為、サンダーによる仕上げもいりません。 -
複雑な穴がある操作盤

異形状の穴加工もレーザ加工により、金型を用意することなく1回のプログラム作成で加工が可能。 また、切削加工との組み合わせによるハイブリット板金加工技術を使い、表面の段差を付ける等の加工も行っています。
-
精密板金によるプロジェクタのレンズの受け

コバールという熱膨張係数が硬質ガラスとほぼ同じ値の材料を使う事により、熱による材料の伸び縮みを抑えることができ、プロジェクタランプによる熱影響を受けにくくし、長時間使用時のピンボケを抑えることができる。
難加工材と呼ばれる材料の一つであるが、レーザによる切断と曲げ加工の組み合わせで、製品への搭載を実現した。 -
スイッチ-超微細精密板金

超微細精密板金です。 人間が材料を手に持ってしまうと体温が材料に伝わり金属が伸び縮みする為、高い精度が出ません。 その為、設備装置の中で抜き加工から曲げ加工まで行い製品にします。 また加工方法も専用金型を使用することなく、汎用の抜き金型を組み合わせる事により中量産で力を発揮します。 ±10μmを実現した超微細板金です。
-
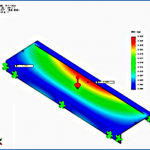
スライドレールの変位量解析
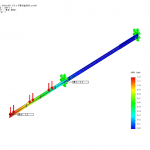
机の引き出しなどをスムーズに出し入れするために欠かせない部品のひとつにスライドレールがある。
そのスライドレールを最も伸ばした状態で、想定される荷重をかけた時に、どのくらいたわむのかを知りたい。 -
マークTypeMでの加工技術

超精密板金加工。
打ち抜き精度±0.01mmにて切断加工を行います。人間が手で持つとそれだけで材料に熱が伝わり、精度の誤差が出る為、抜きから曲げまで一体の設備の中で加工するNCパンチプレス工法です。
板厚が0.1~0.3mmまでの加工が可能です。 -
鋳物、ダイカスト部品を板金部品化に(工法転換)

鋳物やダイカスト加工製品を製作するにあたって、少量生産時(試作時)に金型を作るにはコストが掛かりすぎてしまう。
鋳物製品などはそれぞれ重量が大きくなってしまうため、軽量化した製品を作りたい。 -
短納期対応でのザグリ加工

切削でのザグリ加工を短納期で仕上げたい。
ザグリ加工とは板やブロック等に穴を開けることで、貫通しておらず、底がある
穴開け加工のことを言います。
また、穴の形状は丸に限らず、六角や四角等があります。従来の加工ではブロックを切削加工により行っていました。
-
曲げロボットによる曲げ加工
アームロボットによる曲げ加工です。
プログラムによる自動運転で曲げ加工ができ、量産品に向いています。
製作する製品ごとに専用金型を作る必要がないため、金型作成にかかるイニシャルコストが必要なく、作成に要する時間も省けます。
まさに少量の量産品向けの加工方法です。 -
順送型を必要としない超微細精密板金
±10μの精度を可能とした精密板金。
専用の金型を作らずに汎用の金型の組み合わせにより加工をします。
金型作成によるコストや納期の短縮が可能です。 -
ネジを必要としない。ネジレスによる部品の締結

ネジを必要としない部品と部品の締結です。
従来はネジ止めによる締結をしており、取り外すことが無くてもネジ止めをしていました。
また小さな部品でもネジ止めをしていて、部品が小さいほど作業性が悪くなります。
大きな部品でもネジの数が増え重量が増します。 -
積層板金による時計のギア

レーザ切断加工によるギアです。
複数枚の同形状のギアを複数枚重ねあわせる積層板金技術により厚みを出しています。
高精度による加工の実現によって重ねあわせたギアの誤差がほぼありません。 -
板厚の違う板を溶接したテーラードブランクからの曲げ加工

強度が必要な部分は板厚を厚く、その他の部分は板厚を薄くし、板の状態で溶接してから曲げ加工をおこなう。 高度な曲げ技術が必要となるが、製品の軽量化が実現できる。 また、異種の金属の接合等によるテーラードブランクでは、その材質に応じた耐食性を持たせることも可能。
-
金型を使わない絞り加工による強度UP加工された筐体

アルミという柔らかい材料に絞り加工を行う事により強度を上げる加工です。 (アルミ以外の製品にも対応できます。) 絞りを加えると板厚が薄くなりますが、加工硬化という現象が起き、 製品が固くなり強度が上がります。
-
装置カバーのたわみ量解析
カバーに重量のある部品を取り付けた時のたわみ量を知りたい。