


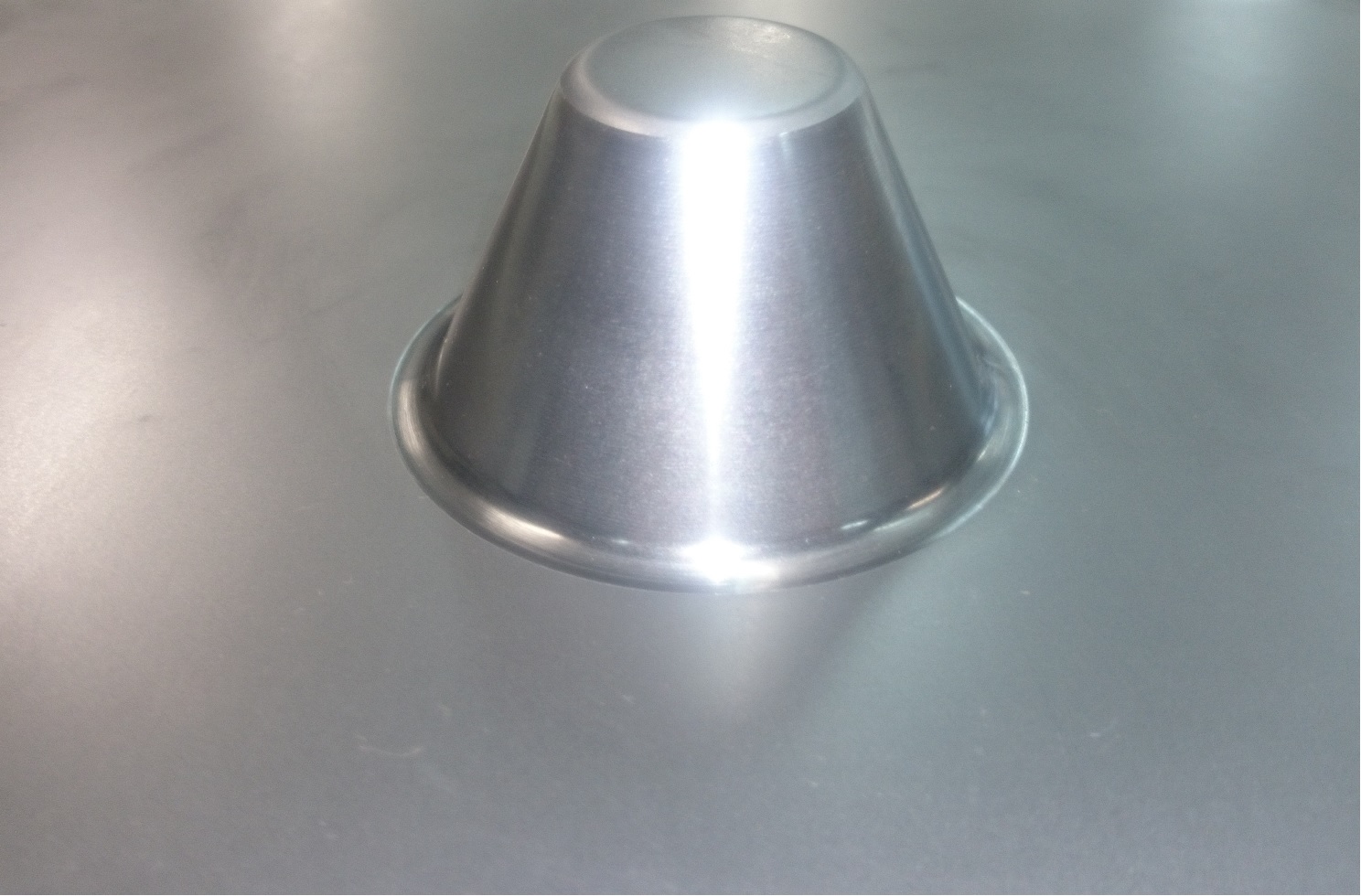
円錐の絞り加工(インクリメンタルフォーミング)
投稿日: 2016/06/07
製品概要
多品種少量生産への対応が求められる中、金属板の成形方法は専用金型を製作して
プレス加工を行うのが一般的で、この方法は非常に大きなコストと納期を要し、また、
金型管理のリスクがあります。
また、金型を製作してしまうと急な設計変更への対応が難しいなどのリスクもありました。
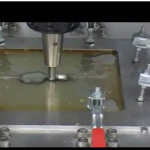
今回ご紹介するインクリメンタルフォーミング(逐次的成形加工)は
棒状工具を押し当てることにより金属薄板を局所的に塑性変形をさせることを
連続的に行い、任意の形状に成形する塑性加工技術です。
イメージはマシニング加工のように数値制御された棒状の工具が平板を押しながら
絞り成形をしていきます。(切削はしません。)
金型を製作せずに薄板の絞り成形加工が可能な為、コスト削減と製品開発期間の短縮、
また、急な設計変更にも対応することが可能です。
加工技術ポイント
金型を使用しない。
インクリメンタル成形は角度による制限がある。垂直が難しい。
sinθ=25°以上必要
製品の主な使用用途
今回の製品は玉杯の受け部分になります。
対応可能加工サイズ
材質=ステンレス、アルミ、鉄、銅
板厚=0.8~3.0[mm]
X=280[mm] Y=280[mm] (クランプ代=40[mm]含む)
製品例

この事例のカテゴリー
- 絞り加工製品
加工技術別
- 技術課題解決事例
課題別
- 鉄の板金加工事例
材質別
- その他の加工事例
業界分野別
関連事例一覧
-
金型を使わない絞り加工による強度UP加工された筐体

アルミという柔らかい材料に絞り加工を行う事により強度を上げる加工です。 (アルミ以外の製品にも対応できます。) 絞りを加えると板厚が薄くなりますが、加工硬化という現象が起き、 製品が固くなり強度が上がります。
-
金型を使わない複雑形状の絞り加工

金型を用いない複雑な形状に対応出来る絞り加工。
NC制御された工具を3DCADデータに沿って動かしていくので、絞らない部分には歪やしわが出来ない。インクリメンタル成形による絞り加工です。
インクリメンタル成形とはヘラ絞りと呼ばれる加工に近く、工具をNC制御できるので、
3Dプリンターの様な精密板金の絞りができます。 -
レーザ切断とターレットパンチプレスによる複合精密板金ブランク加工

ブランク加工は、精密板金加工において一番最初に行われる加工工程です。
図面を基に、CADを使い立体形状を平面に展開、
CAMを使いレーザの動き方、どのパンチを使うかを割り付け、NCデータを作成します。
NCデータから材料の切断、穴あけの加工を行います。
また、加工機の中に汎用の絞り金型を入れることで同時に加工をしていきます。
写真の絞りはカウンターシンクになります。 -
円錐の絞り加工(インクリメンタル成形)

多品種少量生産への対応が求められる中、金属板の成形方法は専用金型を製作して
プレス加工を行うのが一般的で、この方法は非常に大きなコストと納期を要し、また、
金型管理のリスクがあります。
また、金型を製作してしまうと急な設計変更への対応が難しいなどのリスクもありました。今回ご紹介するインクリメンタルフォーミング(逐次的成形加工)は
棒状工具を押し当てることにより金属薄板を局所的に塑性変形をさせることを
連続的に行い、任意の形状に成形する塑性加工技術です。
イメージはマシニング加工のように数値制御された棒状の工具が平板を押しながら
絞り成形をしていきます。(切削はしません。)金型を製作せずに薄板の絞り成形加工が可能な為、コスト削減と製品開発期間の短縮、
また、急な設計変更にも対応することが可能です。 -
【動画解説付き】金型を使用しないアルミ絞り加工(ダイレスNCフォーミング)
ダイレスとは名前の通り「ダイ(型)」「レス(使わない)」成形加工である。
金属の板が固定され、先端の丸い工具が板に接しながら動くと
工具が当たっている部分のみ絞り加工をしていく。
さらにNC制御されているため、複雑な形状も絞り加工をすることが出来る。
金型を使わない事のメリットは、型費が発生しない。型の管理が必要ない。
型に何ヶ月も納期を待つ必要がない。急な設計変更にも対応できる。
といったメリットがある。
デメリットは成形角度に加工限界がある。加工精度の保障が難しい点が上げられる。
言葉で説明すると難しいので今回は動画を用意しました。