


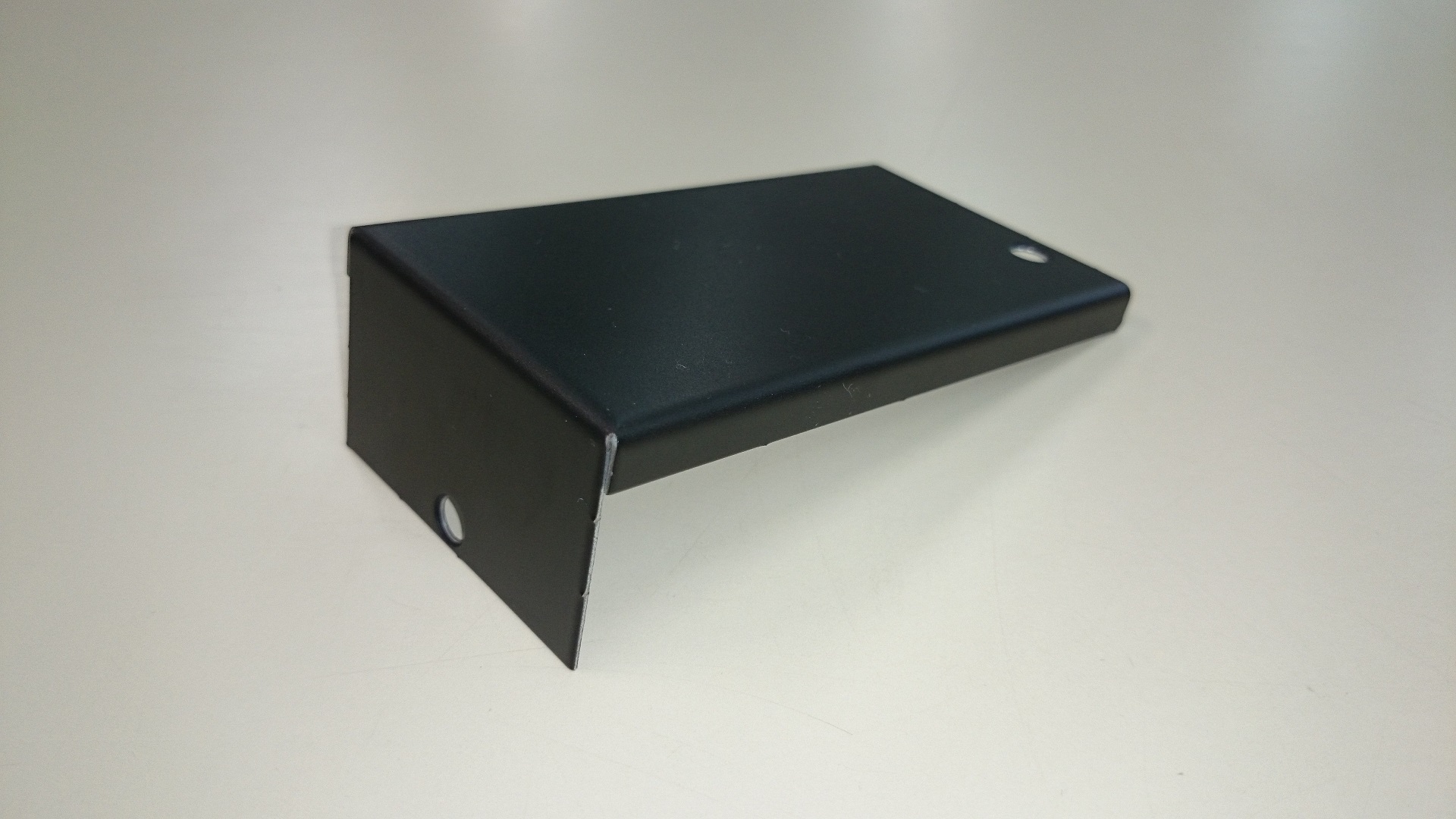
カラー鋼板、塗装鋼板によるリードタイム短縮
投稿日: 2016/10/19
課題及び要望の概要
在庫を少なくし、極力受注生産での対応にしていきたいと思っている。
その為、通常の鈑金加工において、リードタイム短縮をお願いしたい。
解決策の内容
通常の加工方法を変更した。
従来の工法は板金加工終了後に塗装をしていたが、
平板の材料段階での塗装を施されたカラー鋼板を使うことにより、塗装処理の手間が無くなり、
リードタイム短縮することが出来る。
また、コスト面でも鈑金加工終了後の立体形状の塗装費より材料段階での塗装のほうが安く、
持運びの手間も少ないことからコストダウンに成功した。

この事例のカテゴリー
- 鉄の板金加工事例
材質別
- その他の加工事例
業界分野別