


精密板金加工、新規品における納期短縮方法
投稿日: 2016/09/20
課題及び要望の概要
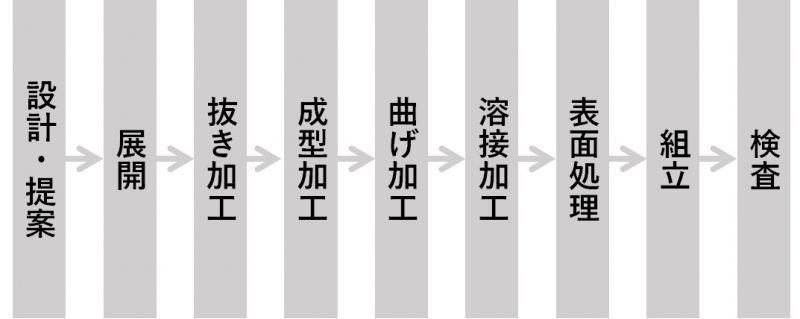
精密板金加工での平均的なリードタイムは10日としています。
但し、表面への塗装やメッキ等の処理が入ると13日以上かかることもあります。
さらに新規品については設計段階でのお打合せ、展開データ作成等に大幅に時間が取られます。
新規時の打合せ納期を短縮したいというご要望がありました。
解決策の内容
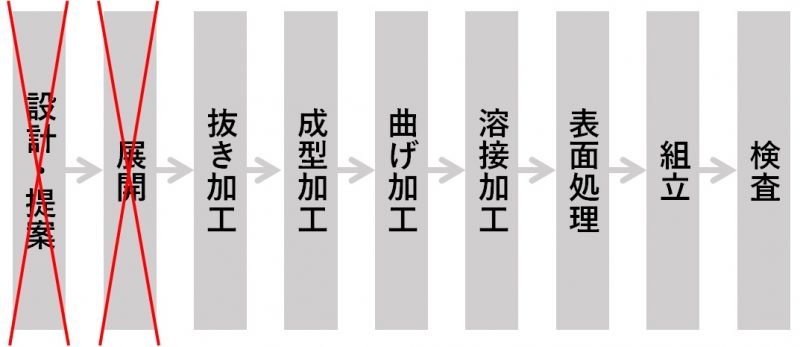
新規製作時に限り、CADデータを活用して、設計段階のお打合せ回数を省くことや、展開図作成を自動化してリードタイムを短縮することができます。その為には、PDF形式の図面と、IGESまたはSTEP形式の3DモデルまたはDXF形式の図面データをご提供頂き、そのデータを加工用として使用します。データを元に加工することが出来る為、リードタイムの短縮が可能になります。弊社は精密板金の展開作業において、いち早く3Dモデルに対応し、10年以上の実績があります。
この事例のカテゴリー
Warning: Invalid argument supplied for foreach() in /var/www/home/hiraide.co.jp/html/wp-content/themes/hiraide/single-solution.php on line 85
- その他の加工事例
業界分野別