


高精度加工製品
-
薄板アルミのホッパー
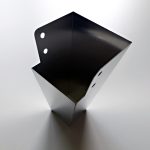
従来、薄板のアルミでホッパーを製作するのは、溶接構造の場合、溶け落ちてしまい、加工が困難でした。
ファイバーレーザ溶接を用いて加工条件を最適化することで、薄板でありながら隙間のないホッパーを実現しました。 -
ステンレスのエンボス鋼板を積層したテーラードブランク材料の曲げ加工

SUS304,t1のエンボス鋼板と、SUS304,t1の冷間圧延鋼板を溶接で積層して一体化させたテーラードブランクの材料を作り、曲げ加工をしている。
-
QCDを御社の社内にてご提案
御社にて小規模な出張展示会を行います。
また、現地にて精密板金加工についてのご相談をお受けします。 -
ターミナル

超微細精密板金です。
人間が材料を手に持ってしまうと体温が材料に伝わり金属が伸び縮みする為、高い精度が出ません。
その為、設備装置の中で抜き加工から曲げ加工まで行い製品にします。
また加工方法も専用金型を使用することなく、汎用の抜き金型を組み合わせる事により中量産で力を発揮します。
±10μmを実現した超微細板金です。 -
アースプレート

超微細精密板金です。
人間が材料を手に持ってしまうと体温が材料に伝わり金属が伸び縮みする為、高い精度が出ません。
その為、設備装置の中で抜き加工から曲げ加工まで行い製品にします。
また加工方法も専用金型を使用することなく、汎用の抜き金型を組み合わせる事により中量産で力を発揮します。
±10μmを実現した超微細板金です。 -
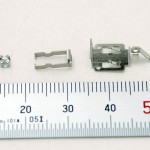
スイッチ-超微細精密板金

超微細精密板金です。 人間が材料を手に持ってしまうと体温が材料に伝わり金属が伸び縮みする為、高い精度が出ません。 その為、設備装置の中で抜き加工から曲げ加工まで行い製品にします。 また加工方法も専用金型を使用することなく、汎用の抜き金型を組み合わせる事により中量産で力を発揮します。 ±10μmを実現した超微細板金です。
-
マークTypeMでの加工技術

超精密板金加工。
打ち抜き精度±0.01mmにて切断加工を行います。人間が手で持つとそれだけで材料に熱が伝わり、精度の誤差が出る為、抜きから曲げまで一体の設備の中で加工するNCパンチプレス工法です。
板厚が0.1~0.3mmまでの加工が可能です。 -
順送型を必要としない超微細精密板金
±10μの精度を可能とした精密板金。
専用の金型を作らずに汎用の金型の組み合わせにより加工をします。
金型作成によるコストや納期の短縮が可能です。